电阻成型机的动作原理与维护-东莞东炬自动化设备为你解答
一、 机器动作原理
本机器为散装电阻和带式电阻均可加工成型的双功能机型。
1、 散装电阻成型原理:
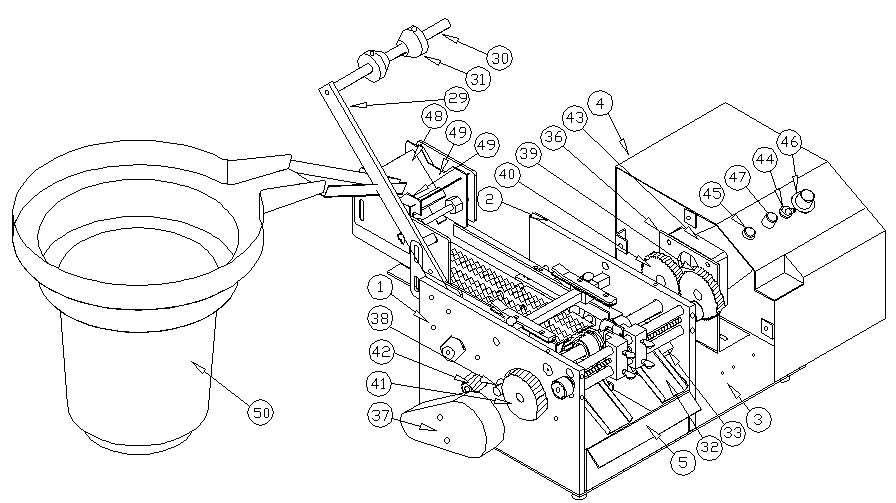
散装电阻通过震动盘自动定向下料斗横跨至送料齿条上,打开电源开关(44),旋转调速器(46),电阻通过动齿条(6)斜向上下逐步将电阻前后排列送至切断刀和成型齿轮上,分别由切断齿刀(16)和切断刀(19)完成切断工作,成型齿轮(15)再继续往前送料,经过成型片(21)时完成成型.切断成型后电阻仍架于成型齿轮上,经退料片(35)后掉入料盒,完成工作。
2、 带式电阻成型:
将带式电阻的较长一端架于两架料轮(31)之间,另一头平放入不定带装送料轨道(25)槽内,延伸至两对成型和切断齿轮上,元件要以退料片为中心点两边平分,两轨道定位不能太紧或太松,间隙约0.3mm左右。打开电源开关,其余动作同上述说明。
二、 操作说明
1、 请先检查接地情况是否良好。
2、 铝合金轨道上紧固钮松,两轨道可作左右轴向移动,进料时,应使带式电阻与成型切断两对齿轮同中心。
3、 成型座(20)上固定螺丝(22)旋松后即可作轴向移动,调整距离使两成型片(21)与成型齿轮(15)之距离为电阻引脚直径大小,不可太近,否则将使电阻引脚受损。
1
4、 切断刀(19),切断齿刀(16)可作轴向移动,无需外加固定。
5、 齿刀(15)是固定于齿刀轴(17)上,旋松螺钉可作轴向移动,两齿刀之距离为电阻成型后两脚间距,而切断齿刀(16)是固定于成型齿刀(15)上,旋松螺钉也可作轴向移动,分别与两成型齿刀之距离为电阻成型后之脚长。
6、 两齿条之距离调整可旋松导轨固定块(11)两止动螺钉,旋动一对调节旋钮(11)即可根据电阻外形长短变化距离。
7、 成型元件之跨距,都要以退料片为中心点,移动左右成型齿刀,两成型齿刀距离即为所需之跨距,如成型元件有外扒或刮伤现象,则是因为成型间隙未调整好。